Estudio de Capacidad de Proceso
La tabulación o recopilación del número de veces en que se presenta una cierta medición o dato de la característica o variable de calidad a analizar, para un producto cualquiera que se esté examinando se conoce como Histograma de Frecuencias.
La tabulación u ordenación de datos se representa colocando sobre el eje vertical la frecuencia en que ocurren los datos, y sobre el eje horizontal los valores de la característica que se mide; estos valores se representan en pequeños intervalos numéricos casi siempre definidos por el usuario, llamados intervalos de clase.

Normalmente en dicho Histograma, se muestra también las marcas correspondientes a la media nominal de toda la población, así como los valores de los límites inferior y superior de especificación.
La capacidad potencial del proceso o Cp se define como la relación entre los límites de especificación o tolerancia y la variabilidad total del proceso dada por el cálculo de la desviación estándar.
Matemáticamente se expresa de la siguiente forma:
Especificación Superior - Especificación Inferior
Cp= _____________________________________
6 veces la desviación estándar
Ejemplo:
- Límite superior de especificación: 5.00 % de humedad
- Límite inferior de especificación : 3.00 % de humedad
- Desviación estándar del proceso : 0.40 %
(Calculado con los datos obtenidos en el mes pasado)
Sustituyendo estos valores en la formula se tiene:
5 - 3
Cp = -------------- = 0.83
6 x 0.40
El denominador es mayor que el numerador y resulta un valor menor a la unidad, esto significa que el proceso tiene mayor variabilidad de lo que permite la especificación.
Ahora, se toma acción correctiva sobre una de las causas comunes para reducir la variabilidad y entonces la nueva desviación estándar del proceso es igual a 0.25 %, por lo que se tiene un nuevo valor de Cp:
5 - 3
Cp = ------------ = 1.333
6 x 0.25
Esto indica que la variabilidad de la humedad que da el proceso es menor que la de la tolerancia establecida, por lo que el proceso tiene la capacidad potencial de cumplir la especificación.
Como se ve, el índice Cp permite calificar la variabilidad tanto del producto como del proceso, siendo mayor la capacidad de cumplir con la especificación, mientras mayor es el valor de Cp.
El lector se habrá dado cuenta que para el cálculo del Cp se ha considerado que el valor promedio de la distribución siempre coincide con el centro de la especificación, pero en la realidad pueden suceder situaciones como las de los casos “B” o “C” de la siguiente figura, donde el promedio de la distribución no coincide con el centro de la especificación.

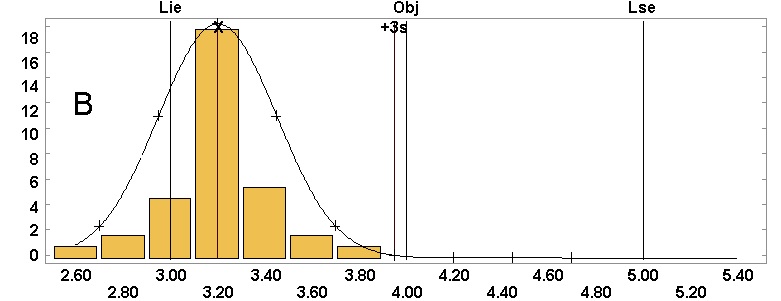
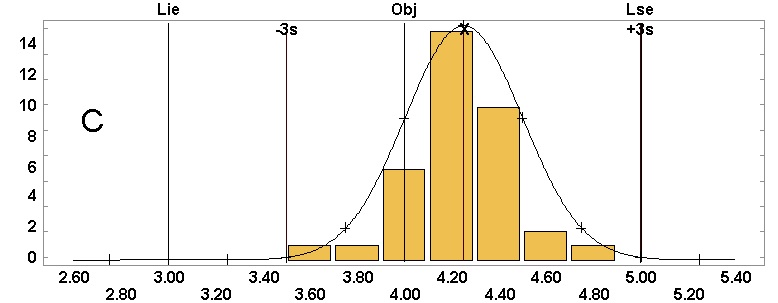
Es evidente que en el caso “B” hay más valores fuera de especificación y en el caso “C”, aunque en menor cantidad, la distribución muestra que los valores también tienden a salirse del límite superior de la especificación; sin embargo, de acuerdo a la formula de Cp, en los 3 casos “A”, “B” y “C”, el valor numérico sería de 1.33.
Para considerar esta situación, se usa un índice más significativo que toma en cuenta la posición del centro de la distribución con respecto a la de la especificación, que llamamos Habilidad de Proceso (Cpk), matemáticamente se expresa así:
Especificación Superior - Promedio LSE - X
Cpk lse = ------- ----------------------------------------- = ----------------
3 veces la desviación estándar 3 · s
Promedio - Especificación Inferior X - LIE
Cpk lie = ----------------------------------------------- = ----------------
3 veces la desviación estándar 3 · s
De los valores que se obtengan, se toma en cuenta el que resulte menor.
Cpk = Min (Cpklie, Cpklse)
Aplicando la fórmula al caso “A” en que el promedio de distribución = 4 se tiene:
5-4 4 - 3
Cpk lse = ---------- = 1.333 Cpk lie = ------------ = 1.333
3 x 0.25 3 x 0.25
En este caso, el promedio de distribución coincide con el centro de los límites especificados, por eso los valores de Cpk lse, Cpk lie y Cp son iguales y por lo tanto el Cpk también es igual.
En el caso “B” donde el promedio de distribución = 3.2, se tiene:
5 - 3.2 3.2 - 3
Cpk lse = ------------- = 2.4 Cpk lie = ------------- = 0.267
3 x 0.25 3 x 0.25
En este caso, al usar sólo el valor de Cpk lse parecería que el proceso está perfecto, pero el valor de Cpk lie = 0.267, que es el valor que se tomará como Cpk, es muy bajo, lo que indica que una gran cantidad de datos están fuera del límite inferior, lo cual se aprecia en la figura anterior.
En el caso “C” se tiene que el promedio de la distribución = 4.25 y por lo tanto:
5 - 4.25 4.25 - 3
Cpk lse = ------------- = 1.0 Cpk lie = ------------- = 1.666
3 x 0.25 3 x 0.25
En este caso, no se tienen problemas con el límite inferior, pero por el otro lado, el valor de Cpk lse indica que está en la frontera del límite superior especificado.
Lo anterior permite concluir que mientras más alto es el valor de Cpk, la variabilidad es menor y el promedio de la distribución se acerca al valor central de la especificación y por consiguiente es más alta la probabilidad de cumplir con las condiciones que se establecen para un proceso dado, para insumo, parte, producto, etc., o sea, que a mayor Cpk tenemos mayor calidad.



Escribir comentario