Los productos fabricados se envían al comprador en lotes que varían en tamaño desde unos pocos hasta muchos miles de objetos individuales. Idealmente, cada lote no debería contener ningún objeto defectuoso, pero en la práctica es muy raro encontrar este caso.
Reconociendo el hecho de que se han enviado algunos objetos defectuosos, aún suponiendo que el lote haya sido inspeccionado en un ciento por ciento, muchos consumidores exigen una evidencia basada en una inspección cuidadosa, de que la porción de defectuosos en cada lote no sea excesiva.
Un método frecuentemente empleado y muy eficaz para dar esta evidencia es el de la inspección de muestras, en el cual se seleccionan muestras de cada lote antes del envío (o antes de que los acepte el consumidor) y se toma una decisión sobre la base de esta muestra para aceptar o rechazar el lote. Un lote puede ser aceptado aún cuando contenga algunas unidades defectuosas. Un acuerdo entre productor y consumidor servirá para establecer una forma de compensación al consumidor en estos casos.

El rechazo de un lote no significa que haya de ser destruido, sino simplemente, que se debe someter a una inspección estricta para eliminar todas las partes defectuosas.
Como el costo de inspección no es en absoluto despreciable (algunas veces es casi tan alto como el costo de producción y a veces mayor) siempre será conveniente no revisar todas las piezas de un lote. Por consiguiente, la inspección para aceptación implica en general el empleo de muestras; más concretamente, se selecciona una muestra aleatoria de cada lote y éste se aceptará si el número de defectuosos encontrados en la muestra no excede de un número de aceptación dado.
Para el muestreo de aceptación por lotes, SuperCEP utiliza los estándares de inspección por atributos MIL-STD-105E / ANSI-Z1.4 y MIL-STD-1916 y por variables MIL-STD-414, ANSI-Z1.9 y MIL-STD-1916.
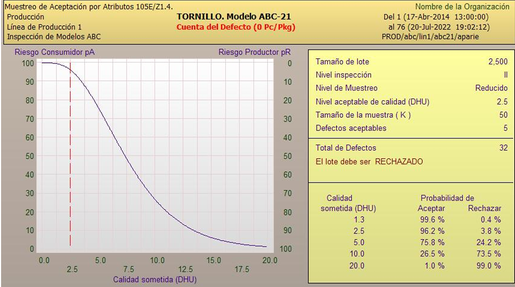
MIL-STD-105E / ANSI-Z1.4
NIVEL DE CALIDAD ACEPTABLE (AQL). El nivel de calidad aceptable (AQL), se define como el máximo porcentaje defectuoso (o el número máximo de defectos por cien unidades) que para propósitos de inspección por muestreo, puede considerarse satisfactorio como un promedio del proceso. En la MIL STD-105E / ANSI-Z1.4, los valores de AQL de 10 ó menos se expresan como porcentaje defectuoso o como defectos por cien unidades; aquellos por encima de 10, se expresan solamente por cien unidades.
NIVELES Y ETAPAS DE INSPECCIÓN. Estos dos conceptos determinan el tamaño de la muestra a inspeccionar. El sistema permite seleccionar entre los 4 niveles especiales y los 3 niveles llamados generales bajo muestreo sencillo en las etapas de muestreo normal, ajustado y reducido. Los niveles especiales se aplican a proveedores muy confiables, tan confiables que se necesitará tomar tamaños de muestras pequeños para decidir si se acepta o rechaza un lote. Los niveles generales de inspección 1 y 2 son los que se recomiendan cuando se aplica en un inicio un sistema de aceptación. Finalmente, el nivel de inspección 3 se sugiere se aplique a proveedores menos confiables o bien aquellos que han tenido problemas en cumplir con las especificaciones requeridas en los últimos días, por lo que es indispensable tomar tamaños de muestras grandes de los lotes enviados para decidir si se acepta o rechaza un lote.
Finalmente, el Plan de Muestreo, esto es, la combinación de Tamaño de Lote, Nivel de inspección, Etapa de Inspección y AQL determinan el número de aceptación c que limita el número máximo de no conformes que pueden encontrarse en la muestra para aceptar todo el lote.
MIL-STD-414
El estándar por variables tiene semejanzas al estándar por atributos. Como el estándar por atributos, los planes de muestreo se catalogan por AQL, nivel de inspección, etapa de inspección y tamaño de lote.
La definición del AQL es diferente de aquella encontrada en la MIL-STD-105E. En la MIL-STD-414 el nivel de calidad aceptable, AQL, se define como un valor nominal expresado en términos de porcentaje defectuoso especificado para una sola característica de calidad.
Hay cinco niveles de inspección que van del I al V (1 al 5). El nivel 1 es el menos riguroso y el 5 el más riguroso. Los criterios de aceptación son tomados de las tablas maestras B-3 y B-4 para especificación bilateral y unilateral Forma 2 de las etapas de inspección Normal, Ajustada y Reducida para planes basados en variabilidad desconocida.

Cuando se aplica por primera vez este tipo de muestreo, a menos que se especifique lo contrario, se inicia con el nivel 4. El nivel 5 se aplica a proveedores poco confiables, por lo que se tendría que inspeccionar el mayor número de muestras posibles para decidir si se acepta o se rechaza un lote.
Ejemplo:
- Tamaño de lote: 5000
- Nivel de inspección: 1
- Letra código: G
- Nivel de calidad aceptable (AQL): 1.0
- Tamaño de la muestra: 15
- % Defectuoso Permitido: 3.05
- Media de los datos : 18.00
- Límite Inferior Especificación : 17.50
- Límite Superior Especificación: 18.22
- Desviación Estándar (s): 0.21
- % sobre el límite superior: 2.31
- % bajo el límite inferior: 0.42
- % Total defectuoso: 2.73
- El lote debe ser : ACEPTADO
ANSI Z1.9
En su versión 2003 es similar a la MIL-STD-414 con ajustes en los nombres de los Niveles de Inspección, Tamaños de Lote, Códigos de Tamaño de Muestra y los Valores Críticos M.

MIL-STD-1916
Reemplaza a los anteriores eliminando radicalmente el concepto de AQL. Existen 7 niveles de verificación con sus correspondientes etapas de inspección ajustada y reducida. Para el caso de atributos todos los números de aceptación son c = 0. Para el caso de variables las tablas k y F dan riesgos similares a los niveles equivalentes de atributos con tamaños de muestra menores.
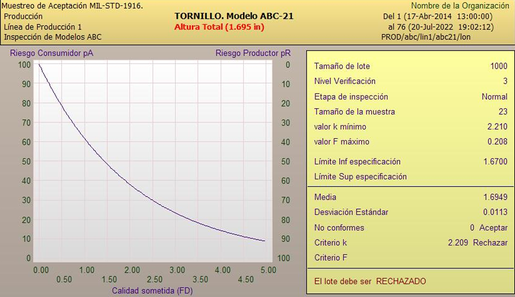
El estándar hace énfasis en la prevención mediante CEP como medio preferido para el aseguramiento de la calidad y propone el uso de muestreos de aceptación como último recurso.




Escribir comentario