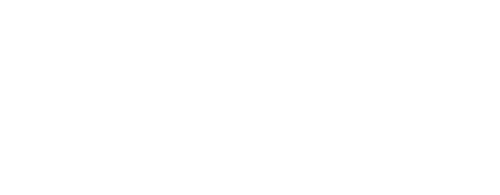
Gráfica X-R
Para obtener la gráfica de medias y rangos es necesario que la característica del producto se haya definido con tipo de análisis Variable y tamaño de subgrupo mayor que 1.

Cada punto de la gráfica de Rangos (R) es la diferencia entre el valor máximo y el mínimo de cada subgrupo. Las amplitudes de los Rangos se muestran con líneas verticales en la gráfica X. Los límites de control se calculan a partir del Rango promedio y delimitan una zona de 3 desviaciones estándar de cada lado de la media. Los índices de capacidad de proceso son calculados a partir del Rango Promedio (Cp y Cpk) o a partir de la desviación Raíz Media Cuadrática (Pp y Ppk) dependiendo de cómo se encuentre configurado el estudio de Capacidad de Proceso. Las siglas FDC resaltan si los índices fueron calculados con datos fuera de control estadístico.
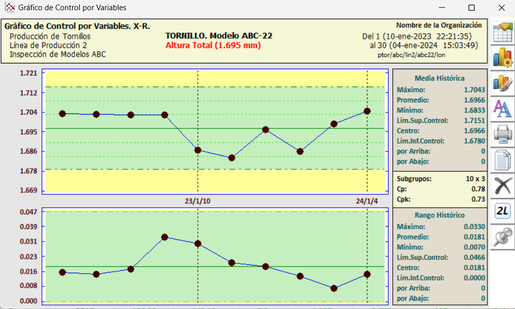
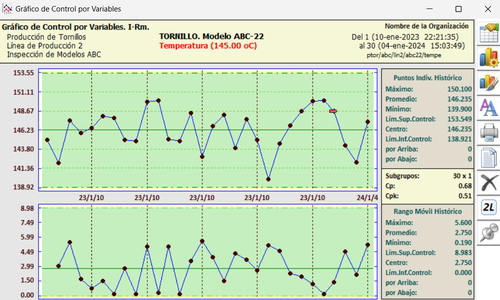
Gráfica PI-RM
En la gráfica PI cada punto representa un valor individual. En la gráfica Rm cada punto es la diferencia entre la muestra actual y la anterior. Se obtiene esta gráfica para características con tipo de análisis por variables y tamaño de subgrupo igual a 1 seleccionando el icono de Gráfica X-R. Los límites de control se calculan a partir del Rango móvil promedio y delimitan una zona de 3 desviaciones estándar de cada lado de la media. Los índices de capacidad de proceso son calculados a partir del Rango Móvil Promedio (Cp y Cpk) o a partir de la desviación Raíz Media Cuadrática (Pp y Ppk) dependiendo de cómo se encuentre configurado el estudio de Capacidad de Proceso. Las siglas FDC resaltan si los índices fueron calculados con datos fuera de control estadístico.
Gráfica X-R Colectivo
Se elabora una gráfica X-R o PI-Rm para cada característica de la hoja de datos con tipo de análisis por Variables. Pueden seleccionarse las características en el campo Columnas. Si desea que la primera columna se destaque al tener un mayor tamaño, modifique el archivo IAU\GRAFPARM.IAU para que diga “CBig”,1.
Oprimiendo botón derecho se obtiene la M a n u a l d e l U s u a r i o 96 SuperCEP ® versión detallada del Gráfico u otra gráfica colectiva si el Formato es de Unión y la característica se encuentra definida en primera posición dentro de otro Formato también de Unión.

Gráfica X-R Estratificada
Se elaboran una o más gráficas con subconjuntos de datos obtenidos de la misma característica mediante alguna clasificación. El criterio de clasificación es el contenido de alguna columna de la hoja de datos como por ejemplo el número de lote, la clave del turno, del operador o de la máquina. Oprimiendo botón derecho se obtiene la versión detallada del Gráfico.

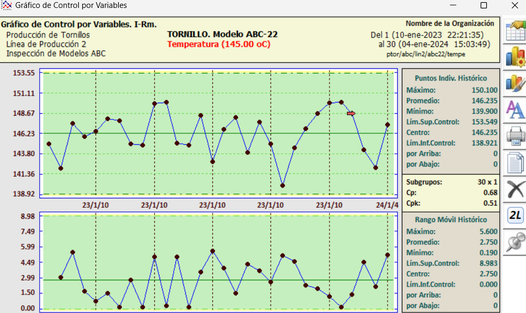
Gráfica X-RM-R (3D )
Para obtener la gráfica de medias, rangos móviles y rangos es necesario que la característica del producto se haya definido con tipo de análisis Variable y tamaño de subgrupo mayor que 1.
Cada punto de la gráfica de Medias es el promedio de las muestras de un subgrupo. Cada punto de la gráfica de Rangos Móviles es la diferencia entre las medias del subgrupo actual y el anterior. Cada punto de la gráfica de Rangos es la diferencia entre el valor máximo y el mínimo de cada subgrupo.
Los límites de control se calculan a partir del Rango móvil promedio y delimitan una zona de 3 desviaciones estándar de cada lado de la media. Los índices de capacidad de proceso son calculados a partir del Rango Móvil Promedio (Cp y Cpk) o a partir de la desviación Raíz Media Cuadrática (Pp y Ppk) dependiendo de cómo se encuentre configurado el estudio de Capacidad de Proceso. Sin embargo, estos índices no coincidirán con los del Estudio de Capacidad. Las siglas FDC resaltan si los índices fueron calculados con datos fuera de control estadístico.
Gráfica X-S
Para obtener la gráfica de medias y desviaciones estándar es necesario que la característica del producto se haya definido con tipo de análisis Variable y tamaño de subgrupo mayor que 1. Cada punto de la gráfica de Medias es el promedio de las muestras de un subgrupo. Cada punto de la gráfica de Desviaciones es la desviación estándar interna de cada subgrupo.
Los límites de control se calculan a partir de la Desviación estándar promedio y delimitan una zona de 3 desviaciones estándar de cada lado de la media. Los índices de capacidad de proceso son calculados a partir del Rango Promedio (Cp y Cpk) o a partir de la desviación Raíz Media Cuadrática (Pp y Ppk) dependiendo de cómo se encuentre configurado el estudio de Capacidad de Proceso. Las siglas FDC resaltan si los índices fueron calculados con datos fuera de control estadístico.
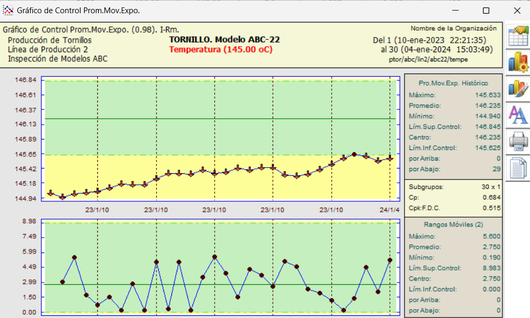
Gráfica Ewmar-R
Cada punto de la gráfica es un valor ponderado geométricamente con todos los anteriores. Debe seleccionarse un factor de ponderación (lambda) entre 0 y 0.99 en función directa al grado de suavizado que se quiere obtener. Puede elaborarse con datos individuales o agrupados. La gráfica de rangos no sufre cambios.
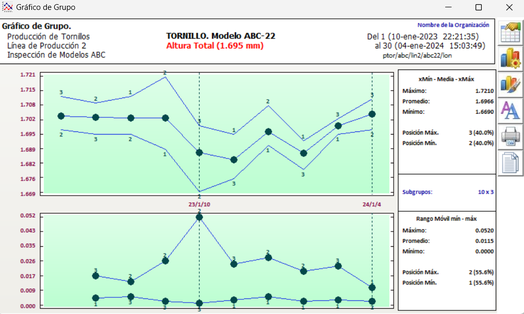
Gráfica de Grupo
Para obtener la gráfica de grupo es necesario que la característica del producto se haya definido con tipo de análisis Variable y tamaño de subgrupo mayor que 1.
En la gráfica superior, por cada subgrupo se muestra el valor promedio, mínimo y máximo, identificados estos últimos con el número de muestra correspondiente dentro del subgrupo. En la gráfica inferior se muestra los rangos móviles mínimo y máximo de cada subgrupo identificados con número de muestra. En la zona de resultados se muestran los valores máximos y mínimos de todo el conjunto y las posiciones o elementos que con mayor frecuencia mostraron valores máximos o mínimos.
Gráfica de Máximos y Mínimos
Para obtener esta gráfica es necesario que la característica del producto se haya definido con tipo de análisis Variable o Atributo. Cada punto de la gráfica representa el valor promedio en cada período (mes, semana, día, turno u hora). Se muestran líneas verticales uniendo los valores máximos y mínimos de los mismos períodos. También se muestran los límites de control de medias calculados a partir del rango. En un análisis histórico, los límites de control serán variables si el número de muestras no es constante en cada período.

Gráfica de Arco Iris
Para obtener esta gráfica es necesario que la característica del producto se haya definido con tipo de análisis Variable. Cada línea de la gráfica representa el rango entre los valores individuales marcados con X.
El subgrupo siempre es de tamaño 2 independiente del tamaño que se encuentre configurado para la característica. Se muestran los límites de especificación y el centro nominal de especificación. Estos límites determinan las zonas de color Rojo, Amarillo y Verde. En el eje X se tienen escalas para Subgrupo relativo, Fecha (configurable), Valor superior, Valor inferior y Acción recomendada.

Gráfica C
Para obtener la gráfica del número de No Conformidades (o defectos) es necesario que la característica del producto se haya definido con tipo de análisis Atributo o Disposición. Para una característica tipo Atributo, cada punto de la gráfica es el número de defectos encontrado en una muestra.
Para una característica tipo Disposición, cada punto de la gráfica es el número de Defectos encontrado en un período (mes, semana, día, turno u hora). Los límites de control encierran una zona de probabilidad de 3 desviaciones estándar por arriba y por abajo de la media, por lo que la interpretación de los puntos fuera de límites es similar a la de las gráficas por variables.

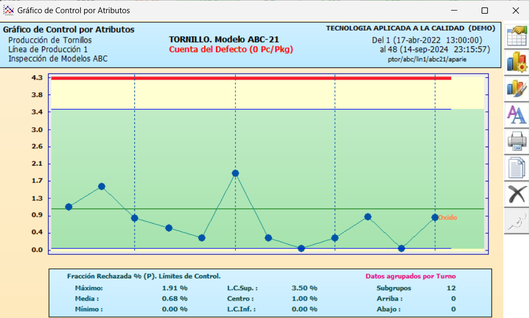
Gráfica P
Para obtener la gráfica de fracción No Conforme (o defectuosa) es necesario que la característica del producto se haya definido con tipo de análisis Atributo o Disposición. Para una característica tipo Atributo, debe capturarse la cantidad de producto defectuoso encontrado en el lote.
También debe registrarse el tamaño del lote en una columna separada. No es necesario calcular la fracción no conforme. Cada punto de la gráfica representa la fracción defectuosa en porcentaje. Para una característica tipo Disposición, no son necesarias columnas adicionales porque cada punto de la gráfica es la fracción de producto rechazado con respecto al número de muestras registradas en cada período (mes, semana, día, turno u hora).
Los límites de control se interpretan de la manera usual pero varían de punto a punto de manera inversa al tamaño de lote. Los límites especificados se ajustan con el valor objetivo de la columna utilizada para registrar el tamaño del lote.
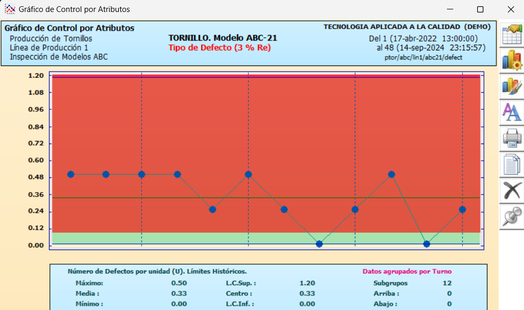
Gráfica U
Para obtener la gráfica de No Conformidades (o defectos) por unidad es necesario que la característica del producto se haya definido con tipo de análisis Atributo o Disposición. Para una característica tipo Atributo, capture el número de defectos en el lote. También debe registrar el tamaño del lote en una columna separada
No es necesario calcular los defectos por unidad. Cada punto de la gráfica representa el número de defectos por unidad. Para una característica tipo Disposición, no son necesarias columnas adicionales porque cada punto de la gráfica es la fracción de defectos con respecto al número de muestras registradas en cada período (mes, semana, día, turno u hora).
Los límites de control se interpretan de la manera usual pero varían de punto a punto de manera inversa al tamaño de lote. Los límites especificados se ajustan con el valor objetivo de la columna utilizada para registrar el tamaño del lote.
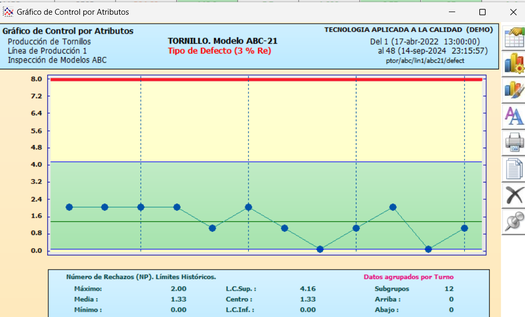
Gráfica NP
Para obtener la gráfica de No Conformes (o defectuosos) es necesario que la característica del producto se haya definido con tipo de análisis Atributo o Disposición. Para una característica tipo Atributo, capture el número de rechazos de cada lote.
Cada punto de la gráfica representa el número de rechazos en cada lote. Para una característica tipo Disposición, cada punto de la gráfica representa el número de rechazos en cada período (mes, semana, día, turno u hora). Los límites de control son constantes y se interpretan de la manera usual.
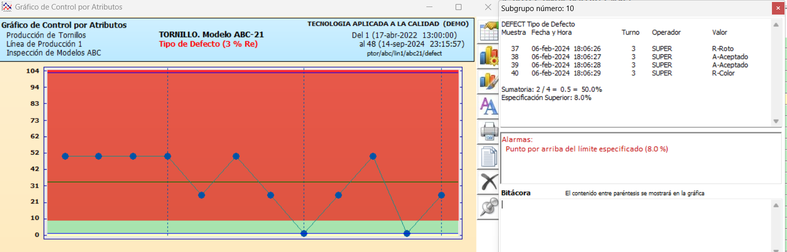
Información del subgrupo
En la mayoría de las gráficas anteriores puede hacer clic sobre cualquier punto de la gráfica para obtener la lista de las muestras que integran el subgrupo correspondiente junto con las bitácoras completas.
Cuando este punto pertenece a una situación fuera de control estadístico o especificación, también se mostrarán alarmas para las reglas de diagnóstico que se están cumpliendo. Opcionalmente se desplegará el texto o el documento que se configuró en los campos Fuera de Control, Corrida o Tendencia de la sección Información del catálogo de Características del Producto.




Escribir comentario